
Imagine transforming flying powders and flowing slurries into uniform, perfect granules—this is the magic of the disc granulation production line. At the heart of the modern fertilizer industry, this efficient system converts raw bulk materials into high-quality granular products that are easy to store, transport, and use, with astonishing precision. Beyond the fertilizer field, this production line demonstrates its transformative power in multiple industries including chemicals, feed, and minerals.
The Secret of Granulation: Combining Natural Laws with Engineering Wisdom
The core of disc granulation technology lies in the ingenious use of natural physical principles. When raw materials enter the inclined rotating disc, under the combined action of centrifugal force, friction, and gravity, tiny particles begin to agglomerate, roll, and compact, gradually increasing in size like snowballs. This process requires no complex chemical reactions yet achieves remarkable uniformity and sphericity.
Modern disc granulation production lines, by precisely controlling disc angle, rotation speed, spray system, and residence time, can produce granules ranging from 1-10 mm in diameter to meet the needs of different application scenarios. Whether for slow-release fertilizers in agriculture or catalyst carriers in chemicals, this system provides customized solutions.
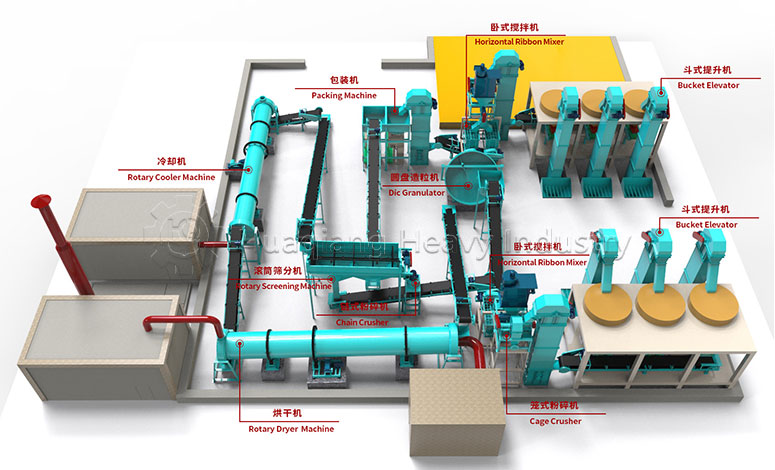
Intelligent Batching System
Uses multi-bin electronic scales and loss-in-weight feeders to achieve precise raw material proportions. Equipped with moisture sensors and flow meters to monitor material status in real time. Error range controlled within ±0.5%, ensuring absolute formula accuracy.
Key Technologies: PLC automatic control, formula storage, automatic compensation, data traceability
Efficient Pretreatment Unit
Includes hammer crushers, trommel screens, and magnetic separators to remove impurities and oversized particles from raw materials. Special anti-clogging design ensures continuous production with capacity up to 30 tons/hour.
Key Technologies: Multi-layer screens, frequency conversion control, automatic clog removal, metal detection
Disc Granulation Host
Core granulation equipment, adjustable diameter 2-6 meters. Uses stainless steel lining and wear-resistant scrapers with service life exceeding 10,000 hours. Inclination angle 35-65° stepless adjustment to adapt to different material characteristics.
Key Technologies: Variable frequency speed regulation, spray system, electric angle adjustment, temperature monitoring
Intelligent Drying and Cooling System
Combination of three-layer rotary dryer and counter-flow cooler reduces energy consumption by 40%. Precise control of hot air temperature protects heat-sensitive materials. Equipped with waste heat recovery devices for energy recycling.
Key Technologies: Temperature zone control, humidity feedback, heat recovery, energy-saving burners
Precision Screening and Grading Machine
Combination of three-layer vibrating screen and air separator achieves grading accuracy over 98%. Non-conforming granules automatically return to crushing or granulation processes, forming closed-loop circulation with raw material utilization exceeding 99%.
Key Technologies: Adjustable amplitude, variable frequency, automatic screen cleaning, online monitoring
Fully Automatic Packaging and Palletizing Line
From automatic weighing, bagging, sealing to robotic palletizing, achieves unmanned operation. Packaging speed up to 1200 bags/hour with accuracy of ±0.2%. Equipped with vision inspection system to ensure packaging quality.
Key Technologies: Robotic palletizing, vision inspection, automatic bag changing, data management
Raw Material Pretreatment and Proportioning
Various raw materials enter storage silos after passing quality inspection. Computer control system precisely measures according to preset formulas, feeding into mixing system via pneumatic or mechanical conveying. The key at this stage is ensuring stable physicochemical properties of raw materials, laying the foundation for subsequent processes.
Efficient Mixing and Homogenization
Raw materials enter twin-shaft high-efficiency mixer, achieving over 98% uniformity within 3-8 minutes. Necessary liquid binders or activators are added simultaneously to ensure materials have suitable granulation characteristics. Mixing process monitors temperature, humidity, and uniformity in real time.
Core Disc Granulation Transformation
Uniformly mixed materials enter disc granulator, gradually agglomerating into particles in the rotating disc. By adjusting disc inclination, rotation speed, and spray volume, particle size, density, and sphericity are precisely controlled. This stage is the heart of the production line, determining final product quality.
Drying, Cooling, and Screening
Moist granules successively enter drum fertilizer dryer and cooler, reducing moisture from 15-20% to below 2%, and temperature from 80°C to ambient. Subsequently passing through multi-layer vibrating screens, qualified products, oversized particles, and overly fine powder are separated, forming a complete closed-loop circulation system.
Finished Product Processing and Packaging
Qualified granules can undergo anti-caking treatment, coating, or addition of functional additives. Final products complete weighing, bagging, sealing, and palletizing through fully automatic packaging line. Each bag carries traceable labels ensuring full-process quality control.
Excellent Product Quality
High granule uniformity, good sphericity, excellent flowability, not easily broken. Particularly suitable for high-end fertilizers and specialty chemical products, significantly enhancing product added value.
High Production Flexibility
Simply adjusting process parameters can produce products of different specifications. Short changeover time, especially suitable for multi-variety, small-batch production models.
Significant Economic Benefits
Raw material utilization exceeds 99%, energy consumption reduced 30-40%, labor costs decreased 60%. Investment payback period typically 1.5-2.5 years, with significant economic benefits.
Diversified Application Fields
Disc granulation production lines shine in numerous fields with their broad adaptability and excellent product quality:
Fertilizer Industry: Compound fertilizers, organic fertilizers, bio-fertilizers, slow-release fertilizers, water-soluble fertilizers, trace element fertilizers, etc. Production lines can process various raw materials including NPK base fertilizers, organic materials, and microbial agents.
Chemical Industry: Catalysts, molecular sieves, desiccants, pigments, dyes, ceramic powders, etc. Particularly suitable for specialty chemicals with strict requirements on particle shape and size.