
In the field of bio-organic fertilizer production, the choice of technology in the fermentation process often determines the environmental friendliness and product quality. With increasingly stringent global environmental policies, especially the zero-tolerance policy for odor emissions in urban suburbs and densely populated livestock areas, a fermentation device capable of closed-loop, standardized operation—the trough type composting turner—is moving from behind the scenes to the forefront, becoming a core piece of equipment for solving environmental pain points and improving fermentation quality.
Designed for Closed-Loop Operation: Structure and Working Principle
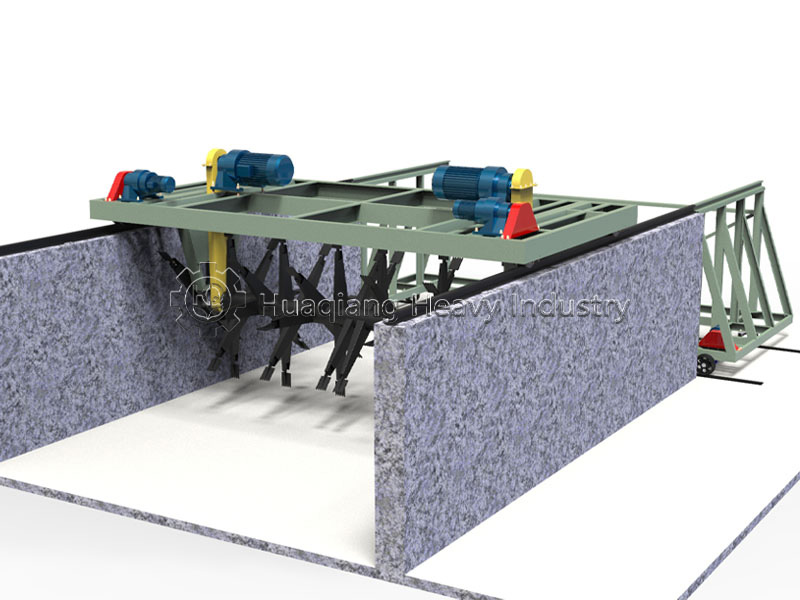
The design logic of the trough turner is completely different from traditional open-loop equipment. It is not a mobile, independent machine, but rather works closely with a fixed fermentation trough. These fermentation troughs are typically constructed of reinforced concrete or steel structures, with a width of 2 to 4 meters, a depth of approximately 1 to 1.5 meters, and a length that can be flexibly extended according to site conditions and production capacity. The equipment’s walking system is installed on tracks on both sides of the fermentation trough. During operation, the turner travels back and forth along the tracks, while its core spiral or rake-tooth blade assembly rotates at high speed, pushing the material in the trough from one end to the other.
During this process, the material is thoroughly broken up, turned over, and moved backward, achieving the dual purpose of forced ventilation and oxygen supply, as well as uniform mixing. More importantly, due to the airtight nature of the fermentation tank, a gas collection hood can be installed on top to collect odorous gases such as ammonia and hydrogen sulfide generated during fermentation. These gases are then sent to deodorization devices such as biological filters for treatment, thus achieving compliant emissions.
Core Advantages: Environmentally Friendly, Standardized, and Highly Efficient
Compared to large wheel compost turning machine (windmill type) or chain type compost turners, the core competitiveness of the trough-type compost turner lies in three dimensions:
First, environmental friendliness. This is its most prominent value. Open fermentation cannot avoid odor diffusion, while the closed trough fermentation combined with a waste gas collection system can control pollution at the source, making it possible to build organic fertilizer plants in environmentally sensitive areas.
Second, standardization. The fixed trough dimensions ensure that the specifications of the material piles are completely consistent. The operating parameters of the compost turner (such as travel speed and turning depth) can be precisely set, unaffected by outdoor weather or seasonal changes. This means that the fermentation environment for each batch is replicable and predictable, completely changing the traditional reliance on weather conditions for fermentation and laying a solid foundation for producing high-quality, stable bio-organic fertilizer.
Finally, there’s the stability of fertilizer efficacy. The enclosed environment reduces heat and moisture loss, maintaining a more uniform temperature within the compost pile and effectively preventing damage to beneficial bacteria from localized overheating or cooling. Simultaneously, by collecting and re-spraying leachate, the moisture content of the material can be effectively regulated, ensuring that microorganisms remain in optimal activity. The maturity and beneficial bacteria content of the fermentation products are often superior to those of open-process fermentation.

Process Application and Practical Value
In actual production, the trough-type compost turner is usually linked with an automated feeding and discharging system to form a semi-automated fermentation production line. It is particularly suitable for processing easily perishable and smelly raw materials such as municipal sludge, kitchen waste, and high-moisture fresh livestock and poultry manure. By installing a leachate drainage system at the bottom of the trough, excess moisture can be discharged promptly, accelerating the fermentation process.
In terms of capacity adaptation, a single tank can process tens of cubic meters per hour. By connecting multiple tanks in parallel, it can easily meet the needs of medium to large-scale bio-organic fertilizer projects with an annual output of 30,000 to 100,000 tons. For enterprises pursuing green production and striving to internalize environmental costs, the trough-type compost turner is not just a piece of equipment, but a process solution that conforms to the concept of sustainable development. It is driving bio-organic fertilizer fermentation technology from extensive to intensive, from polluting and disturbing to eco-friendly, becoming an important support for the upgrading of the organic fertilizer industry in the new era.
The trough type composting turner represents a distinct and highly controlled branch of fermentation composting technology for organic fertilizer. Its enclosed, standardized operation is a significant advancement within the broader field of fermentation composting turning technology. This specific trough-type compost turner is the cornerstone of trough-type aerobic fermentation composting technology, a system designed for maximum environmental control and process predictability. This contrasts sharply with other, more open methods. A windrow composting machine, for example, is a flexible, mobile unit ideal for open-air windrows, but it cannot contain odors. A large wheel compost turner is a powerful tool for handling massive piles but operates in an open environment. Even a robust chain compost turner, while effective, can be adapted for troughs or used in simpler configurations. The trough-type aerobic fermentation composting technology prioritizes a closed-loop system, integrating the turner with fixed, engineered troughs. This design allows for the capture and treatment of exhaust gases, precise control over the fermentation environment, and a level of process standardization unattainable in open systems. For producers facing strict environmental regulations or aiming for the highest, most consistent product quality, this targeted application of fermentation composting technology for organic fertilizer is not just an option but a strategic necessity.