
In large-scale organic fertilizer production systems, the compost turning machine is a key piece of equipment supporting the efficient operation of aerobic fermentation. The core requirement of aerobic composting is to decompose organic waste through the aerobic metabolism of microorganisms, converting it into stable humus. This process has strict requirements for oxygen supply, material uniformity, and temperature and humidity control. Compost turning machines achieve multiple functions through mechanized operation, including windrow ventilation, material mixing, and precise temperature and humidity control. This not only significantly improves fermentation efficiency but also guarantees compost quality, serving as an important bridge connecting organic waste resource utilization with the production of high-quality organic fertilizer. It is widely used in large-scale farms, agricultural waste treatment centers, and organic fertilizer production enterprises.
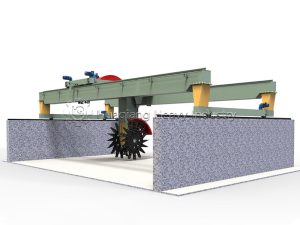
Aeration and oxygen supply are the most critical functions of the compost turning machine, directly determining the success of aerobic fermentation. The metabolic activity of aerobic microorganisms depends on sufficient oxygen. If the oxygen supply is insufficient, the compost pile can easily enter an anaerobic state, which not only slows down the decomposition rate but also produces malodorous gases such as hydrogen sulfide and methane, polluting the environment and reducing compost quality. The turning machine uses hammers, augers, and other components on the rotating drum to turn the compost pile, forcing air into the gaps between the materials and simultaneously expelling harmful gases from inside the pile, creating a beneficial gas circulation. Different models of turning machines have different emphases on aeration efficiency. The drum speed of the gantry-type turning machine is adjustable, usually controlled at 20-30 revolutions per minute, allowing for adjustment of the aeration depth according to the density of the compost pile. The trough-type turning machine utilizes a closed trench environment and ventilation pipes to achieve coordinated aeration and turning, increasing oxygen utilization by more than 30% compared to open windrows.


Material mixing and temperature and humidity control functions are crucial for ensuring the uniformity and stability of the compost. During the composting process, different areas of the material may have differences in temperature, humidity, and nutrient content. If the mixing is uneven, it can lead to incomplete fermentation in some areas, resulting in “partially fermented piles.” During the turning process, the compost turning machine thoroughly mixes the materials from the surface, middle, and bottom layers of the compost pile. It also uniformly blends conditioning agents such as straw and oil palm empty fruit bunches with raw materials like manure, ensuring the carbon-to-nitrogen ratio remains within the optimal range of 25:1-30:1. Most compost turning machines have a built-in intelligent watering system that uses sensors to monitor the pile’s humidity in real time. When the humidity drops below 50%, the nozzles automatically activate to add water; when the humidity exceeds 60%, enhanced turning and ventilation accelerate water evaporation, precisely controlling the pile’s humidity within the ideal range of 55%-60%. Simultaneously, the turning process effectively dissipates the heat generated by fermentation, preventing localized overheating (above 70℃) that could deactivate beneficial microorganisms. This stabilizes the pile temperature at 60-65℃, killing pathogens and weed seeds while maintaining microbial activity.
The pile shaping and auxiliary functions further enhance the continuity and convenience of compost production. While turning the material, the machine shapes the loose pile into uniform trapezoidal windrows, typically 1.5-2 meters high and 3-5 meters wide. This facilitates subsequent monitoring and secondary turning, while also ensuring the pile’s breathability and insulation. Some high-end models are equipped with hydraulic lifts that adjust the roller’s working depth according to the pile height, adapting to different windrow sizes; protective covers prevent material splashing during turning, reducing raw material loss and environmental pollution. The synergistic effect of these functions allows the compost turning machine to not only perform basic turning operations but also integrate material conditioning and pile shaping, significantly improving production efficiency.



The application of compost turning machines brings significant economic and environmental benefits. In terms of efficiency improvement, a medium-sized straddle-type compost turner can process 50-80 cubic meters of material per hour, equivalent to the workload of 30-50 people. This shortens the fermentation cycle of traditional composting from 45-60 days to 20-30 days. Regarding quality assurance, uniform aeration and mixing increase the organic matter content of the compost by 10%-15%, resulting in more balanced nutrients. In terms of cost control, automated operation significantly reduces labor costs and minimizes environmental treatment costs associated with odor emissions, promoting the efficient, green, and sustainable utilization of organic waste resources.
Integrated Systems: From Composting to Formulated Fertilizer
The high-quality compost produced by advanced fermentation composting technology for organic fertilizer is a primary raw material for downstream value addition. This technology is executed by various machines: a large wheel compost turner or windrow composting machine for open windrows, a chain compost turner for robust mixing, or a sophisticated self propelled compost production machine. For controlled, high-intensity decomposition, trough-type aerobic fermentation composting technology is employed. This entire machinery suite, often called an agriculture waste compost fermentation machine, represents the pinnacle of fermentation composting turning technology.
The stabilized compost can then be channeled into a broader equipments required for biofertilizer production. It can be used directly, blended with mineral fertilizers using a npk blending machine to create organic-inorganic compounds, or granulated into a premium product. For granulation, a disc granulation production line is often the ideal choice to shape the compost into uniform, spherical pellets. The integration of efficient turning equipment—whether a versatile large wheel compost turning machine or a precise chain compost turning machine—with these downstream processing lines creates a seamless, value-added production chain from waste to fertilizer.
This holistic approach maximizes resource recovery, allowing producers to create a diverse product portfolio ranging from pure organic compost to blended and granulated biofertilizers, meeting the specific needs of modern, sustainable agriculture.