
In today’s agricultural sector, NPK fertilizers—the golden combination of nitrogen, phosphorus, and potassium—are the “lifeline” for crop growth. Their production technology not only relates to fertilizer efficiency but also reflects the perfect integration of modern engineering and environmental concepts. So, how does NPK fertilizer transform from raw materials into efficient granules? Behind this lies a exquisite dance of technology and equipment, each step embodying innovation and wisdom.
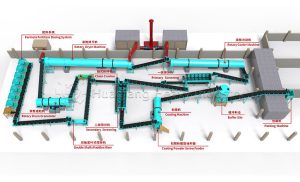
The core of NPK fertilizer production line in precision and efficiency. The entire process is like a symphony, where every part must harmonize. First, raw material preparation is the prelude: based on scientific formulations, select raw materials such as urea, ammonium phosphate, and potassium chloride. These materials undergo fine chain crusher and screening to ensure uniform particle size, laying the foundation for subsequent mixing. In the mixing stage, double axis mixer take the stage. They act like skilled chefs, uniformly stirring various materials with high-speed rotating blades to form a homogeneous mixture, ensuring every fertilizer granule has balanced nutrients.
Granulation technology is the climax. Disc granulators or drum granulators transform this mixture into round, smooth granules. Through rotation and spray adhesion, granules gradually take shape, not only improving physical properties but also enhancing the slow-release capability of fertilizer efficiency. The drying process is like a gentle breeze; fluidized bed dryers softly remove moisture with hot air, giving granules a sturdy “posture” to prevent caking. After cooling, screening equipment acts as a strict quality inspector, selecting granules of the right size, while defective product are returned for reprocessing. Finally, packaged and shipped, they head to farmland to nourish crops.
However, the NPK fertilizer production line involves much more. Other fertilizer equipment also plays key roles: automated control systems act as the “wise brain,” monitoring parameters like temperature and humidity in real-time through sensors and PLC technology to ensure stable and efficient production; environmental protection equipment such as high-efficiency dust collectors and biological wastewater treatment systems silently protect the environment, converting dust and wastewater into resources for green production; conveying equipment like belt conveyors and bucket elevators, combined with smart warehousing systems, build an efficient logistics network to ensure smooth supply chains. The seamless integration of these equipment enhances the production line like adding wings to a tiger, not only increasing capacity but also reducing energy consumption, achieving a win-win for economy and environmental protection.
With the global pursuit of agricultural sustainability, NPK fertilizer production technology is moving towards intelligence and greenification. IoT and big data technologies allow production lines to “learn to think,” enabling precise control and predictive maintenance; the application of biotechnology, such as microbial additives, develops more environmentally friendly and efficient fertilizer formulations. In the future, the synergistic efficiency of technology and equipment will drive an agricultural revolution, from precise fertilization to circular agriculture. Innovation never ceases, and bountiful harvests are anticipated. In this transformation, we see not only the evolution of fertilizers but also a vision of harmonious coexistence between humanity and nature.